Otomatik ve ayrı bir toz kaplama üretim hattı arasında seçim sadece otomasyonun ötesine gider. Doğru teknolojiyi belirli üretim hedeflerinize, bütçe sınırlarınıza ve esneklik taleplerinize uygulamayı içerir. Sabit sonuçları ve büyük hacmleri hedef alan üreticiler otomatik hatları oldukça faydalı buluyorlar. Bununla birlikte, hızlı ayarlar ve sık renk anahtarları anahtarsa, bağımsız düzenlemeler genellikle daha akıllıdır.
Toz Kaplama Üretim Hattı Nedir
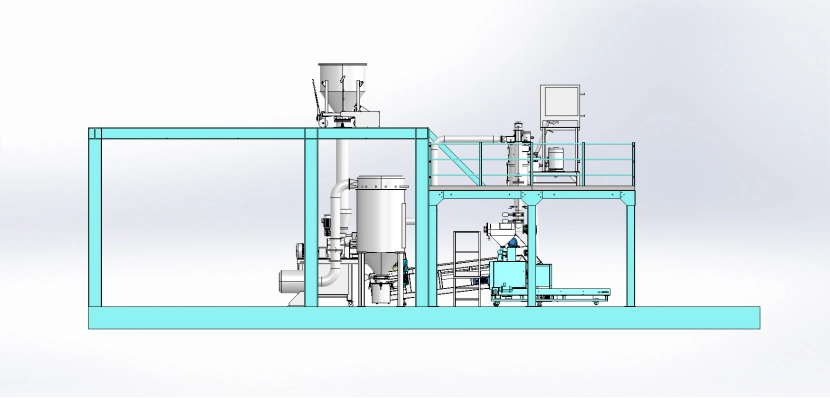
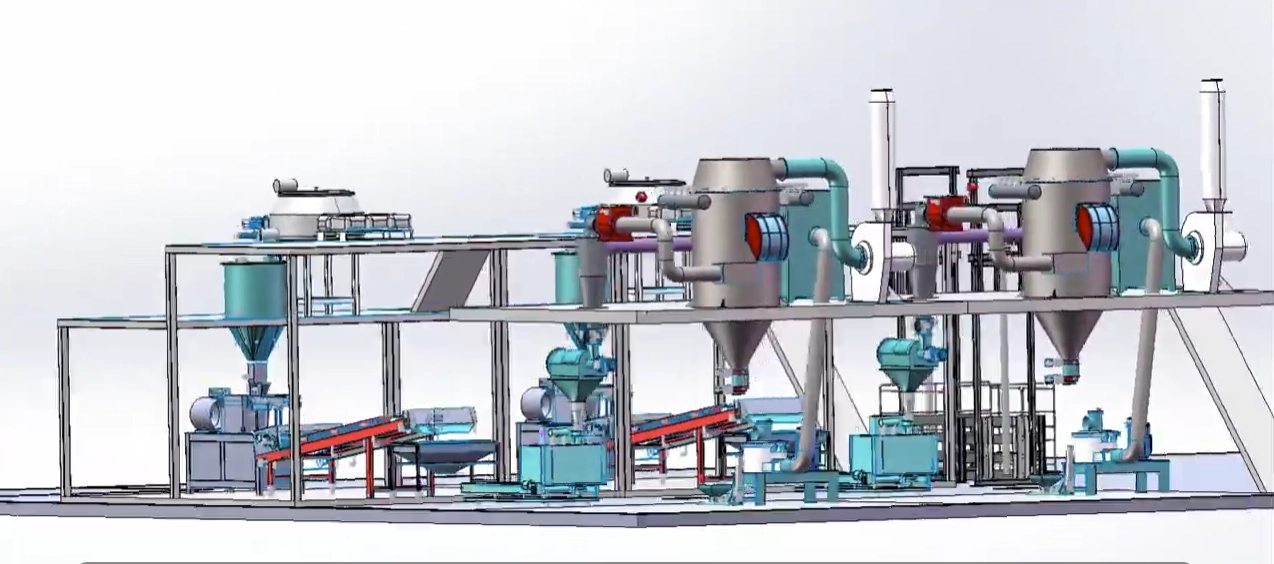
Tam bir toz kaplama üretim hattı, temel malzemeleri birkaç ana adımla kullanıma hazır tozlara dönüştürür: karıştırma, erime, soğutma ve freze. Uzman makineler her aşamayı düzenli kalite sağlamak için idare eder.
Konteyner Karıştırıcı ekstrüzyon öncesi kapsamlı karıştırma garantisi. Ekstrüder aşaması takip eder. Dikkatli ısı ve basınç ayarları altında karışımı erir ve düzeltir. Ardından sıcak malzeme soğutma cihazına taşınır. Sabit çiplere soğuduktan sonra, bunlar ACM Mikro Taşlama sistemi gibi aletlerle ince parçacıklara tozlanır.
Otomasyon artık bu akışta daha büyük bir rol oynuyor. Merkezi PLC ayarları ısı alanlarını, vidalı dönmeleri ve giriş hızlarını izler. Grupları üniforma tutarlar ve pratik çalışmaları azaltırlar.
Doğru Üretim Hattını Seçmenin Önemi
Toz kaplama hattınız’ s düzeni ürün güvenilirliğini, hacmi ve masraf kontrolünü şekillendirir. Akıllı bir şekilde bağlantılı bir tasarım, işçi hatalarını kesir ve ekstrüzyonda bile yayılmasını sağlar. Kötü düşünülmüş planlar, sonraki kullanımlarda gecikmeler veya lekeli sertleşme yaratabilir.
Kurulum tipi de emek masraflarını değiştirir. Otomatik hatlar işçi rollerini azaltırken, bağımsız hatlar adımlar arasında daha fazla el taşıma talep eder. Açık zemin alanı, yapılan ürün türleri (örneğin, metalik vs. düz tozlar) ve onarım basitliği gibi şeyler, hangi seçeneğin bir üreticiye uygun olduğunu tüm kılavuz; Günlük çalışma en iyisi.
Otomatik Toz Kaplama Üretim Hatları
Otomatik ayarlar bugün bağlantılı işlemlerin zirvesini işaretler’ s toz kaplama yapımı.
Otomatik Toz Kaplama Hattının Ana Özellikleri
Otomatik bir toz kaplama hattı, her adımı birbirine bağlar - karıştırmadan freze etmeye kadar - kemerlerle ve akıllı denetleyicilerle. Katkı maddelerini doğru ölçen otomatik besleme kutuları içerir; Örneğin, Çift vidalı besleyici katkı besleme için. Düşük yoğunluklu malzemeler ile bile istikrarlı bir akış sağlar.
Merkezi PLC'ler, işler arasında pürüzsüz değişimler için blender, ekstrüder, soğutma kemerleri ve değirmenler arasında görevleri senkronize eder. Canlı izleme doğruluğu artırır ve koşullarda farklılıkları düzeltir.
Otomatik Sistemlerin Avantajları
Otomasyon birkaç kazanç getirir:
- Sabit giriş ve çıkış nedeniyle işçilere daha az ihtiyaç.
- Geri bildirim tabanlı ısı yönetiminden istikrarlı kalite.
- Daha büyük verimler, saatte yüzlerce kilogram üreten büyük bitkiler için mükemmel.
Veri bağlantısı, kolay erişim için tarifleri saklamanıza olanak sağlar. Tüm işleme parametreleri tarif modunda yönetilir (veri depolama, geri çağırma ve değiştirme) ve ofis terminalindeki veya mobil terminalde üretim denetleyicisi tarafından izlenir. Bu da batch izlemesini arttırır.
Otomatik Hatların Potansiyel Sınırlamaları
Yine de otomasyonun dezavantajları var:
- Zor boru düzenlemeleri başlangıç maliyetlerini arttırır.
- PLC'leri veya servo motorları tamir etmek için eğitimli uzmanlara ihtiyacınız var.
- Renkleri veya karışımları değiştirmek daha fazla zaman alır çünkü bağlı parçalar iyice temizlenmeye ihtiyaç duyar.
Her gün birçok özel ton veya küçük toprak yapan işletmeler, bu sertliğin daha iyi çalışma verimliliği ile bile çıkışı engeller.
Ayrı Toz Kaplama Üretim Hatları
Bağımsız tasarımlar, hızda aralığa değer veren uyarlanabilir üreticiler için yaygın kalır.
Ayrı Üretim Hattı Kuruluşunu Tanımlayan Nedir
Bağımsız kurulumlarda, her süreç kendi başına çalışır. Karıştırma birimleri el ile ekstrüderlere beslenir. Soğutulmuş cipler işçiler aracılığıyla taşlayıcılara taşınır. Bu parça-parça yaklaşım, her parçayı tarif ihtiyaçları veya renk türleri için ince ayarlamanıza olanak tanır.
Ayrı Hat Yapılandırmalarının Faydaları
Bağımsız hatlar sunar:
- Küçük koşullar veya çeşitli renkler için daha iyi uyumluluk.
- Her makineyi izole edebileceğiniz için daha basit temizlik.
- Tam bağlı boru hatlarından daha ucuz ön fiyatlar.
Taze tarifleri test eden veya test tesislerini çalıştıran üreticiler genellikle bu tarzı seçerler. Diğer görevleri durdurmadan düzenli düzenlemelere izin verir.
Ayrı Hatlarla İlişkili Zorluklar
En önemli sorun ağır işçi talepleri. El yavaş verimleri hareket eder ve uzun vadede çalışma maliyetlerini artırır. Düzensiz kullanım, parçacık boyutu dağılımının konsantre, istikrarlı ve ayarlanabilir olduğu otomatik ayarların aksine çeşitli çip boyutlarına veya toz tahılları yayılmasına neden olabilir. Üretim büyüdükçe, eşitliği korumak daha zor olur.
Otomatik vs Ayrı Toz Kaplama Üretim Hatlarının Karşılaştırılması
Her iki sisteme de doğrudan bakmak, açık performans boşluklarını vurgulamaktadır.
Verimlilik ve Çıkış Karşılaştırması
Otomatik hatlar durmadan verim sağlar, 1000 kg / saat'den fazla hızla kitle yapım noktalarına modeller kullanarak TSE-70C'nin. Çeşitlilik hacmi üstlendiğinde bağımsız hatlar daha uygundur.
| Özellik | Otomatik Hat | Ayrı Hat |
| Çıkış Kapasitesi | Yüksek (1200 kg/saat kadar) | Orta |
| Esneklik | Sınırlı | Yüksek |
| Temizleme Zamanı | Daha uzun | Daha kısa |
| İşçi Gereksinimleri | Düşük | Yüksek |
Zamanla Maliyet Dikkatleri
Otomatik sistemler, yerleşik kemerler ve PLC'ler nedeniyle daha fazla başlangıç para gerektirir. Bununla birlikte, devam eden işçi maliyetlerini çok azaltıyorlar. Güç kullanımı daha sorunsuz çalışır, çünkü motorlar en yüksek yüklerde çalışır. Bu, lotlar arasında boş olan el beslenen ayarlarla zıtlıkta.
Bakım, Temizlik ve Durum Süresi Faktörleri
Otomatik hatlar rutin kontrol gerektirir. Ancak yağ sıcaklığı kontrolü / alarm sistemi gibi dijital uyarılar aracılığıyla işçi kaymasını kesiyorlar. Bağımsız hatlar temizlemeyi kolaylaştırır ancak renk değişiklikleri sırasında genellikle duraklama vurur. Bu’ Çünkü her parçayı el ile ayırmalısınız.
İki Sistem Arasında Seçimde Dikkat Edilecek Anahtar Faktörler
Bu seçenekler arasında seçim sadece teknoloji değil, temel hedeflere bağlıdır.
Üretim Ölçeki ve Ürün Çeşitliliği İhtiyaçlarının Değerlendirilmesi
Rutin tozlar yapan büyük tesisler otomasyondan en çok kazanır’ Hız artıyor. Özel kaplamalar üreten küçük mağazalar modüler tasarımlara eğilebilir. Bunlar karıştırma riskleri olmadan daha hızlı anahtarları sağlar.
Mevcut alan, emek becerileri ve bütçe kısıtlamalarının değerlendirilmesi
Otomatik boru hatları, kemer ve kablolar için dikkatli alan kullanımına ihtiyaç duyar. Bağımsız sistemler daha küçük alanlar alır ancak ekstra işçi noktaları gerektirir. Eğitimli personel, PLC & sahip olanlar gibi PLC tarafından çalıştırılan ekstrüderleri kullanmak için hayati öneme sahiptir. HMI, arkadaş arayüzü ile kontrol için kullanılır ve vardiyalarda tutarlı çalışmayı sağlar.
Uzun vadeli iş hedefleri ve genişleme planları
Uzak görüşlü üreticiler sıklıkla karışık yaklaşımlara giderler. Çıkış arttıkça daha sonra tam ayarlara bağlanan kısmen otomatik parçalarla başlarlar. Satın alma sırasında büyüme potansiyelini tartmak, pahalı güncellemelerden kaçınır.
MPMtek, Toz Kaplama Üretim Hedeflerinizi Nasıl Destekler
MPMtek'in otomatik ve bağımsız üretim ihtiyaçlarına uygun tam bir yardım sağlar. MPMtek, hassas, akıllı, verimli ve insan dostu toz kaplama üretim ekipmanlarının araştırılması ve geliştirilmesine bağlıdır. Onların serisi blenderler, çift vidalı ekstrüderler, paslanmaz çelik soğutma kemerleri, ACM değirmenleri içerir. Tüm fabrikanızdaki güvenlik ve güvenilirlik için AB Makine Direktifi standartlarını takip ediyor’ Hayatı.
Farklı Üretim İhtiyaçları için Özelleştirilmiş Çözümler
İster küçük laboratuvar üniteleri ister saatte bir tonun üzerinde tam endüstriyel hatlar isterseniz, güvenlik, otomasyon, verimlilik ve çevre koruması MPMtek'in ürün geliştirme ilkeleridir. Mühendisler, verim ihtiyaçlarını uyumluluk umutlarına karşı tartan ayarları hazırlamak için müşterilerle birlikte çalışırlar.
Teknik Destek ve Satış Sonrası Hizmet
Kurulum yardımı, PLC ekranlarındaki işçi eğitimini ve farklı yükler için sabit onarım yardımını kapsar. MPMtek serisi, mükemmel performansı nedeniyle yerli ve yabancı müşteriler arasında yüksek bir itibar kazanıyor ve üreticilere yatırımlarının yıldan yıla tutarlı sonuçlar vereceğine güven veriyor.
Sık Sorulan Sorular
S1: Otomatik toz kaplama hattı için tipik kapasite aralığı nedir?
Çoğu endüstriyel otomatik hat, ekstrüder modelinin boyutuna bağlı olarak 300 kg / saat'den 1200 kg / saat'e kadar değişir.
S2: Otomatik bir sistemde bakım ne sıklıkla yapılmalıdır?
Her birkaç yüz çalışma saatinde bir önleyici bakım, sensörleri kalibre etmeyi ve rulmanları düzgün bir şekilde yağlamayı sağlar.
S3: Metal toz kaplamaları için ayrı hatlar uygun mu?
Evet - renklerde kirliliği önlemeye yardımcı olan metal pigmentler arasında daha kolay temizlenmeye izin verirler.
S4: Eski manuel ekipmanlar otomatik bir sisteme yükseltilebilir mi?
Besleyiciler veya konveyörler gibi birçok bileşen, satın alma zamanında modüler olarak tasarlanırsa yavaş yavaş tam otomasyona doğru yeniden donatılabilir.
S5: Toz kaplamalarındaki ürün tutarlılığını en çok hangi faktörler etkiler?
Ekstrüzyondan önce düzgün karıştırma kalitesi artı yoğurma sırasında hassas sıcaklık kontrolü doğrudan son parçacık dağıtımı istikrarını belirler.



